



Altair Inspire Form x64是一款专业的钣金设计软件。钣金设计行业能够在Altair Inspire Form x64里得到不少帮助。通过此软件,您可以测试钣金的可行性,并将钣金模型直接添加到软件分析中。软件界面提供了可行性菜单功能。单击此功能将弹出许多工具,这些工具可以分析材料并设置模拟计划。 ,您可以约束模型,运行分析并生成分析报告,以确定当前的钣金设计数据是否满足加工要求。您也可以在软件上调整钣金模型。模型设置功能完成后,您可以修改模型和模型设置。这些设置包括常见的操作,例如创建和编辑材料,定位冲压方向,定义对称性,应用约束以及定义预制形状,这些都便于用户调整钣金。如果您需要设计钣金冲压解决方案,则可以下载Altair Inspire Form 2021!
安装方式:
1.打开AltairInspireForm2021_win64.exe软件并直接安装
2.弹出安装语言设置,点击确定

3.软件安装协议的内容,阅读后请检查是否接受许可协议

4.您可以使用默认的软件安装地址,单击“下一步”。
5.软件的快捷设置,单击“下一步”。

6.提示安装准备界面,检查安装设置的内容,然后单击安装
7.开始安装,软件安装需要更多时间

8.当提示安装完成时,单击“完成”。

新的功能:
新功能和增强功能
Altair Inspire Form 2021包括以下新功能和增强功能。
一般
材料改进
对材料进行了一些改进,包括:
•在“材料”对话框中添加了新的导入选项,以导入从新的Altair材料数据下载的材料数据
中央。
•安装中包含一个新脚本,该脚本可以将现有的HyperForm Feasiblity物料数据库转换为Inspire表物料数据库。
•现在支持创建成形极限曲线的新分析方法。
可行性
瓶胚形状
现在可以将零件展开为用户定义的形状,而不是展开为平坦的毛坯进行可行性分析。
自定义网格定义
添加了新的网格定义“自定义非均匀网格”,以允许用户为非均匀表面偏差网格定义自定义网格参数。
参考系统
参考系统支持已扩展到可行性分析,以消除反弹结果中刚体的平移和旋转。
试用
凸轮垫成型工具
从后部支撑打印纸的新凸轮垫工具已添加到成型工具中。
采血修剪工具
修剪工具中添加了新的“剪切”工具,该工具支持在模制过程中对狭缝/喷枪进行建模。
参考零件和回弹抑制工具
现在可以使用用于参考零件和约束的新工具在回弹期间约束零件。
选择分析结果的新选项
对试验分析进行了一些改进,包括:
•添加了新的动画选项,当单击“动画”工具栏上的“播放”按钮时,允许按顺序对所有操作进行动画处理。
•在,动画步骤标签将显示在屏幕上。
•添加了新的结果类型“符号距离”,以包括其大小基于回弹部分相对于其参考的位置的符号。
•现在可以绘制主要和次要应变方向以指示变形方向。
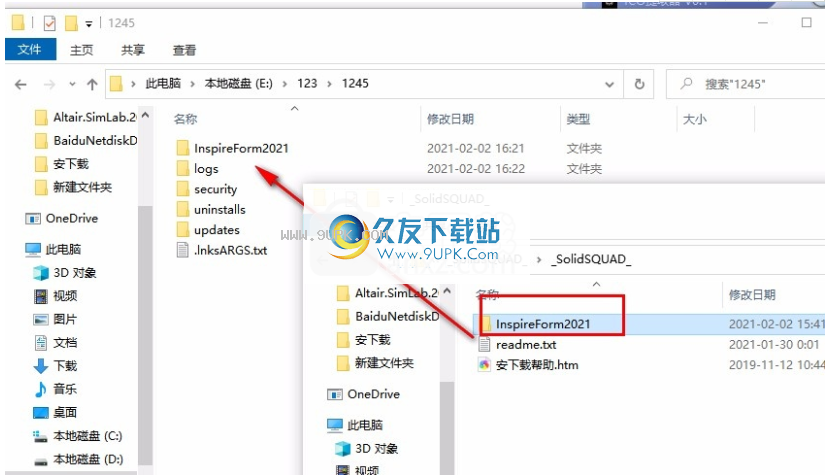
破解方法:
1.解压缩_SolidSQUAD_.zip,将内部破解文件夹Inspire Form 2021复制到安装地址,然后用相同的名称替换该文件夹。编辑器将软件安装在E驱动器上,因此,如果您的软件安装在C驱动器上,则将其复制到此处以进行替换复制到相应的地址以进行替换
2.您可以在开始菜单界面中运行Inspire Form 2021

3.启动过程,等待几秒钟进入软件

4.您会看到Inspire Form 2021是中文界面,现在您可以开始设计零件了

软件特色:
1.设计更好的产品
Inspire Form使用户可以在产品设计周期的早期快速而可靠地检查零件的可成型性。使用Inspire Form,用户可以可视化潜在的缺陷(例如裂缝或皱纹),然后进行修改以消除它们并改善整体设计。
2.使用方便
Inspire Form具有简单且高度直观的工作流程,易于学习和应用。尽管大多数用户无需进行正式培训即可学习Inspire Form应用程序,但标准培训课程仅需4-6个小时。
3.节省材料和成本
Inspire Form可以预测准确的毛坯形状。这些毛坯形状可以在制造约束条件下最佳地嵌套在渐进和转移模具布局中,从而节省材料和成本。
4.几何图形的创建和简化
使用Inspire Form的几何图形准备工具提取中间表面,填充孔和切口并移除法兰。另外,使用Altair Inspire™工具创建和修改几何。
5,型号设定
如果零件的几何形状在汽车坐标系中可用,Inspire Form将自动计算最佳冲压方向,并可以施加与空白支架和拉延筋相对应的约束力。用户还可以指定冲压方向。
官方教程:
设计模具表面
在Studio中打开任何零件以设计模具,然后将模具表面设计从Studio导入到Inspire Form。
在“首选项”中,在“灵感形式>模具设计”部分中设置Studio可执行文件的路径。
1.右键单击任何部分,然后选择“在Studio中打开”。
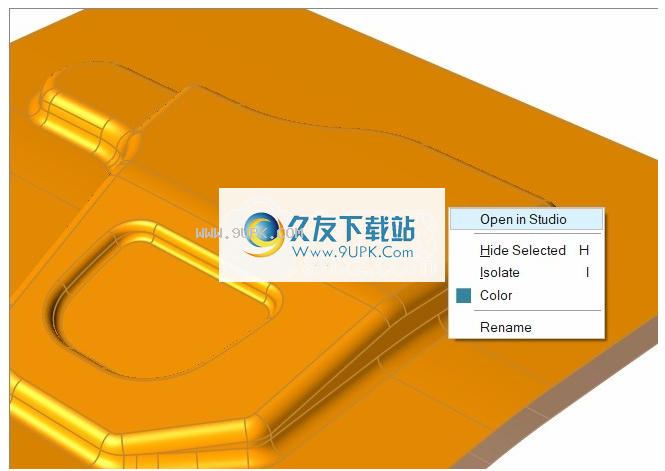
模型文件保存在Altair / 2021 / Exchange / ToStudio中的文档中,并在Studio中打开。
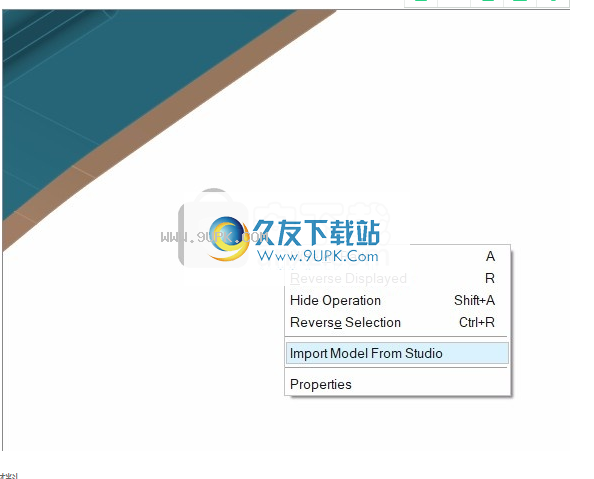
2,右键单击模型外部空白区域中的建模窗口,然后选择“从Studio导入模型”以打开从Studio导出的模型。
定义毛坯类型和材料
将模型中的毛坯类型标识为单焊或自定义焊接,然后将材料分配给毛坯。
1.在“试用”功能区域中,单击“空白”图标。

2.在指南栏上,选择一种空白类型:
如果毛坯由零件,材料和厚度组成,请选择“单个毛坯”。
如果毛坯包含多个零件,材料和厚度,请选择“定制焊接毛坯”。
3.如果在模型上选择“单个空白”,请选择空白。
4.如果在模型上选择“裁缝焊接毛坯”,请选择毛坯的所有零件。
5.单击确认选择。
6.在微型对话框中,输入毛坯的厚度和材料。
要编辑材料或选择其他材料,请单击“材料库”按钮。

对于拼焊的坯料,右键单击并从上下文菜单中选择以定义坯料各部分的材料属性。
单击以确认毛坯厚度和材料选择,或在导引栏中单击“应用”。
定义的空白将变为灰色,如图所示。
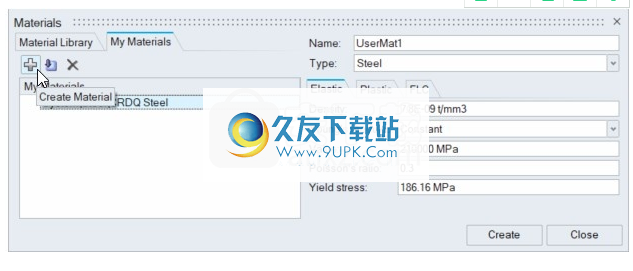
创建用户定义的材料
根据用户指定的值创建材料。
1.从“试用”功能区域中的“定义空白”工具中,单击“材料”图标。

2.在“材料”对话框中,选择“我的材料”选项卡。
3.单击创建材料按钮:
4.在名称字段中,输入材料的名称。
在5.类型字段中,选择要用作新材料基础的材料,或输入您自己的类型。
右6.在每个选项卡“弹性”,“塑料”和“ FLC”中,输入所需的材料属性。如果在电子表格中定义了材料属性,则可以将值直接复制并粘贴到``材料''对话框中。
7.单击创建。
新材料已创建并存储在“我的材料”中。
进口材料
在“我的材料”选项卡中导入材料。
从Altair物料数据中心下载material.xml文件,然后导入物料。
1.在“尝试”功能区域的“设置”工具中,单击“材料”工具。

2.在“材料”对话框中,单击“我的材料”选项卡。
3.单击导入材料图标。
4.浏览到下载的材料文件,然后单击“打开”。
5.右键单击导入的材料,然后选择“添加到我们
er材料库”,将其保存到用户库。
根据测试数据创建和分发材料
使用.xlsx文件中的测试数据来创建新材料。
本主题中的示例包括来自外部.xlsx文件的测试数据。
1.在Microsoft Excel中,打开并查看文件\ InspireForm 2021 \ tutorials \ Material_Data.xlsx。数据应如下所示:

注意:您可以从.xls文件复制数据,然后将其直接粘贴到Inspire Form中“材料”对话框的相关属性字段中。
2,在“灵感形式”的“试用”选项卡上,单击“材料”图标。

3.在“材料”对话框中,选择“我的材料”选项卡。
4.单击创建材料按钮:

5.在名称字段中,输入DP780。
6.在类型字段中,选择钢。
7.选择弹性选项卡。
于杨氏模量,选择恒定输入值180000 MPa。
对于屈服应力,请在.xlsx文件中输入值:684.2MPa

8.选择“塑料”选项卡。
9.对于应力和应变,选择数据点(true)。
10.在.xlsx文件中找到参数值,然后在“各向异性”中输入它们,如下所示:
对于R00,输入0.691。
对于R45,输入1.050。
对于R90,输入.959。
11.对于屈服准则,选择Barlat 3参数。
12.对于指数(m),选择6.0。
13.单击“数据点”按钮以展开“真实应变”和“真实应力”列。
14.在“ True Strain”列的第一个单元格中,右键单击并选择“ Clear All”。
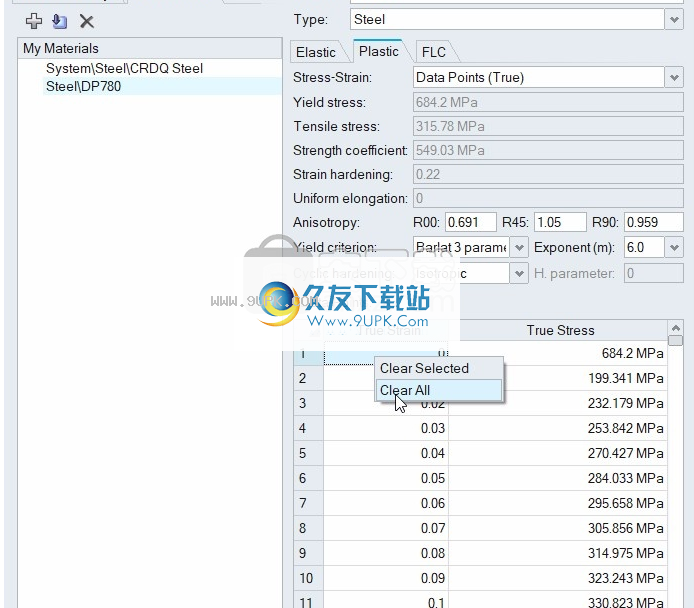
现有数据点将被删除。
15.复制.xls文件中的“塑性应变”和“真实应力(MPa)”列,并将它们粘贴到“材料”对话框的“数据点”列中。
新值将添加到您的材料定义中。
16.单击“ FLC”选项卡。查看参数并保留此选项卡的默认值。
17.单击创建。
将DP780钢添加到“我的材料”中。
18.单击关闭。
19.要分配新材料,请在模型的零件上单击鼠标右键,然后从上下文菜单中选择“材料库”。
出现材料对话框。
20.单击选项卡,我的材料。
21.选择Steel DP780。
22.单击分配。

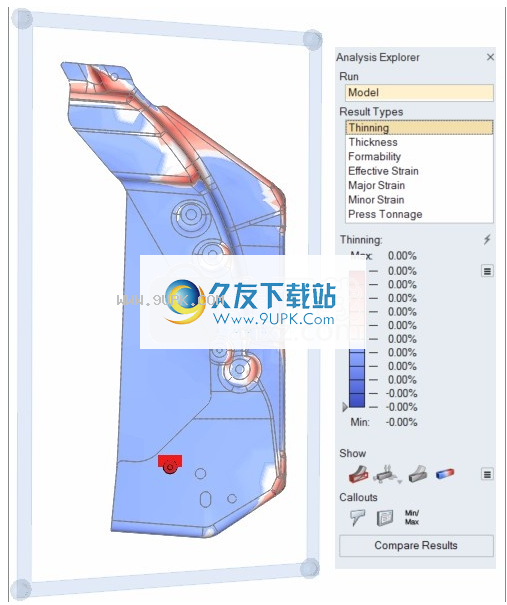
查看可行性结果
选择运行和装载条件进行可行性分析,然后查看结果。
1.在可行性选项卡上的分析图标上,单击以显示分析结果。

将打开“分析资源管理器”对话框。
提示:使用each每个选项旁边的V形符号查看运行,操作和结果类型的所有选项。
2,选择要分析的运行。
3.选择一个操作。如果在“运行选项”中启用了回弹,则可以将其用作可选操作。
4.选择结果类型。
结果类型:描述
1.细化:细化是厚度变化与原始厚度的比率,以百分比表示。正变薄的百分比表示厚度减小,这可能与零件在疲劳载荷下的性能有关,因为零件的较薄区域将承受比零件其余部分更高的应力。负百分比变细表示该零件在压缩区域变厚。过度压缩可能会导致金属板上出现皱纹,从而导致表面质量较差。
2.厚度:厚度是零件中实际的材料厚度分布。稀化百分比直接从厚度分布得出。
3.成形性:成形性描述了钣金表面上的主要应变,也称为主要应变和次要应变。相对于成形极限曲线进行绘制,以识别在冲压过程中发生的不同变形区域。每种颜色代表冲压过程中独特的变形区域。
红色:由于过度变形而破裂的可能性很高。
黄色:潜在的故障边缘。
绿色:安全,没有故障的可能性。
蓝色:材料已被压缩。
紫罗兰色:起皱的区域可能会引起故障。
青色:松动的金属区域表示材料未充分变形。
选择此选项后,如果在“首选项”中选择了“壳”解决方案,则将显示一个字段供您查看基于特定材料表面的结果。在“结果类型”下,从“可成形性”下拉列表中选择一个表面:“向下”,“向上”或“膜(中间)”。
4.主应变:主应变是由原始毛坯形状变形为最终产品而导致的钣金表面上的主应变。红色区域表示相对于蓝色区域更大的拉伸。
选择此选项后,如果在“首选项”中选择了“壳”解决方案,则将显示一个字段供您查看基于特定材料表面的结果。在“结果类型”下,从“主应变”下拉列表中选择一个曲面:“向下”,“向上”或“膜(中间)”。
5.小应变:小应变是由于原始毛坯形状变形为最终产品而在钣金表面上产生的主要应变。红色区域表示相对于蓝色区域较少的压缩。
选择此选项后,如果在“首选项”中选择了“壳”解决方案,则将显示一个字段供您查看基于特定材料表面的结果。在“结果类型”下,从“次要应变”下拉列表中选择一个曲面:“向下”,“向上”或“膜(中间)”。
6,有效应变:有效应变是由于初始毛坯形状变形为最终产品而在片材表面产生的应变。红色区域表示的变形大于蓝色区域。
选择此选项后,如果在“首选项”中选择了“壳”解决方案,则将显示一个字段供您查看基于特定材料表面的结果。在“结果类型”下,从“有效应变”下拉列表中选择一个曲面:“向下”,“向上”或“膜”(中间)。
7.根据吨位:冲压吨位是形成零件所需的力。
8.位移:对于拉伸或碰撞成型操作,位移是指扁平坯料从其初始形状移动到最终形状的距离。对于回弹操作,位移是最终毛坯形状移动到其初始形状的距离。选择振幅,全局X,Y,Z或+/-振幅。
+/-幅度仅适用于回弹操作。正值表示沿法线方向的位移;负值表示零件法线在相反方向上的位移。
图1.示例可行性结果显示变形区

图2.优化的示例可行性结果
启用各种“显示”选项以确定对分析可见的内容。

6.启用各种“标签”选项以显示模型上兴趣点的分析结果。妈
rked值适用于当前选定的操作和工况。
7.使用“跟踪器”跟踪线路如何从一个步骤移动到另一步骤。
8.使用位于建模窗口底部的“动画”工具栏,查看并记录成型结果的动画:

9.在操作目录中,以IGES和DXF文件的形式提供了扁平的毛坯形状。

 落日山丘
落日山丘 黑色走廊2免费版
黑色走廊2免费版 西游梗传最新版免广告
西游梗传最新版免广告 故事讲述者试玩版
故事讲述者试玩版 故事讲述者游戏中文
故事讲述者游戏中文 明日之谁后死
明日之谁后死 未上锁的房间
未上锁的房间 未上锁的房间免费版
未上锁的房间免费版 未上锁的房间已付费版
未上锁的房间已付费版 隐秘的原罪2
隐秘的原罪2 午夜后宫披萨店手游
午夜后宫披萨店手游 古屋怪诞手游
古屋怪诞手游 德飞莱串口调试软件 v2.4中文绿色版,DOFLY出品的专业串口调试软件,该软件是为串口调试通用软件,部分功能为德飞莱产品定制,不完全等同于其他串口调试软件,但基本使用原理和方法相同。
德飞莱串口调试软件 v2.4中文绿色版,DOFLY出品的专业串口调试软件,该软件是为串口调试通用软件,部分功能为德飞莱产品定制,不完全等同于其他串口调试软件,但基本使用原理和方法相同。  彩讯矩阵控制软件是一款矩阵控制软件。可以用于控制彩讯视频和音频,支持自定义矩阵LOGO,可以设置设置1--8通道输出,并且可以系统循环时间时隔。
使用说明:
1. 双击 矩阵控制软件安装程序 安装 TMXPro。
2. 从 ...
彩讯矩阵控制软件是一款矩阵控制软件。可以用于控制彩讯视频和音频,支持自定义矩阵LOGO,可以设置设置1--8通道输出,并且可以系统循环时间时隔。
使用说明:
1. 双击 矩阵控制软件安装程序 安装 TMXPro。
2. 从 ...  eGalaxTouch触摸屏软件,含eGalaxTouch触摸屏驱动、5线触摸屏驱动,支持xp/win7。安装之个之后才能使用手指代替鼠标来操作电脑,就像使用智能机一样来控制鼠标,代替键盘输入。
使用安装说明:
1:下载、安装eGalaxTouc...
eGalaxTouch触摸屏软件,含eGalaxTouch触摸屏驱动、5线触摸屏驱动,支持xp/win7。安装之个之后才能使用手指代替鼠标来操作电脑,就像使用智能机一样来控制鼠标,代替键盘输入。
使用安装说明:
1:下载、安装eGalaxTouc... ![GearTrax 2016[齿轮设计生成软件] v24.0.208 免安装版](http://pic.9upk.com/soft/UploadPic/2015-12/2015121413373948227.gif) GearTrax 2016汉化版是一款专业实用的齿轮设计生成软件。它支持设计驱动元件的实体模型有齿轮、斜齿轮、直齿锥和渐开线花键等。是齿轮设计人员必备的齿轮设计工具。
官方介绍:
GearTeq是Camnetics公司的产品。它和Gea...
GearTrax 2016汉化版是一款专业实用的齿轮设计生成软件。它支持设计驱动元件的实体模型有齿轮、斜齿轮、直齿锥和渐开线花键等。是齿轮设计人员必备的齿轮设计工具。
官方介绍:
GearTeq是Camnetics公司的产品。它和Gea... ![MStar ISP Utility最新版[液晶主板MS58机芯升级软件] v4.4.5.0 免安装版](http://pic.9upk.com/soft/UploadPic/2015-12/2015122210243716075.gif) MS58机芯电视升级工具(MStar ISP Utility) v4.4.5.0最新版,双击打开ISP_Tool4.4.5.0.exe,点击connect,点击文件选择read,选择.bin文件,确认。按照压缩包内的使用说明操作即可。
使用说明:
准备工作
准备电脑一...
MS58机芯电视升级工具(MStar ISP Utility) v4.4.5.0最新版,双击打开ISP_Tool4.4.5.0.exe,点击connect,点击文件选择read,选择.bin文件,确认。按照压缩包内的使用说明操作即可。
使用说明:
准备工作
准备电脑一...  QQ2017
QQ2017 微信电脑版
微信电脑版 阿里旺旺
阿里旺旺 搜狗拼音
搜狗拼音 百度拼音
百度拼音 极品五笔
极品五笔 百度杀毒
百度杀毒 360杀毒
360杀毒 360安全卫士
360安全卫士 谷歌浏览器
谷歌浏览器 360浏览器
360浏览器 搜狗浏览器
搜狗浏览器 迅雷9
迅雷9 IDM下载器
IDM下载器 维棠flv
维棠flv 微软运行库
微软运行库 Winrar压缩
Winrar压缩 驱动精灵
驱动精灵