




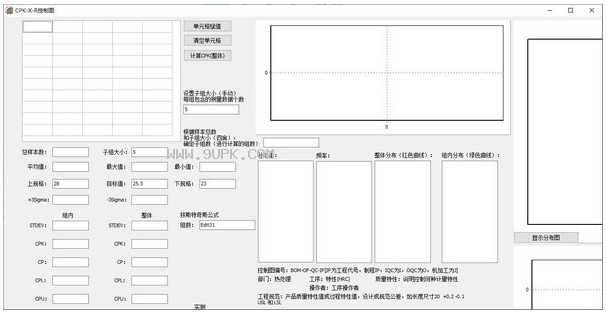
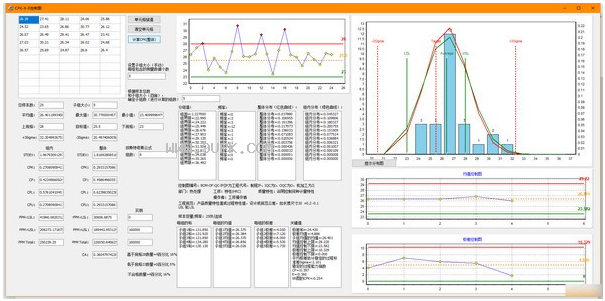
CPK-X-R控制图(XBar-R控制图制作助手)是一款很优秀好用的XBar-R控制图制作的辅助工具。如果你需要一款好用的控制图制作工具,不妨试试小编带来的这款CPK-X-R控制图,功能强大全面,使用后可以帮助用户轻松制作XBar-R控制图。表格支持从EXCEL表直接复制过来,至于图片,如果需要的话可以用截图工具截图。有需要的朋友不要错过,快来下载使用吧!
使用说明:
步骤1:确定控制对象,或称统计量。
步骤2:取预备数据(Preliminary data)。
(1) 取25个子组。
(2) 子组大小取为多少?国标推荐样本量为4或5。
(3) 合理子组原则。合理子组原则是由休哈特本人提出的,其内容是:“组内差异只由偶因造成,组间差异主要由异因造成”。其中,前一句的目的是保证控制图上、下控制线的间隔距离6σ为最小,从而对异因能够及时发出统计信号。由此我们在取样本组,即子组时应在短间隔内取,以避免异因进入。根据后一句,为了便于发现异因,在过程不稳,变化激烈时应多抽取样本,而在过程平稳时,则可少抽取样本。
步骤3:计算Xi,Ri。
步骤4:计算X,R。
步骤5:计算R图控制线并作图。
步骤6:将预备数据点绘在R图中,并对状态进行判断。
若稳,则进行步骤7;若不稳,则除去可查明原因后转入步骤2重新进行判断。
步骤7:计算X图控制线并作图。
将预备数据点绘在X图中,对状态进行判断。
若稳,则进行步骤8;若不稳,则除去可查明原因后转入步骤2重新进行判断。
步骤8:计算过程能力指数并检验其是否满足技术要求。
若过程能力指数满足技术要求,则转入步骤9。
步骤9:延长X-R控制图的控制线,作控制用控制图,进行日常管理。
 itestin(自动化云测试工具)
itestin(自动化云测试工具) Keil C51 9.01汉化破解版
Keil C51 9.01汉化破解版 machining数控仿真软件 1.2.9.4免费最新版
machining数控仿真软件 1.2.9.4免费最新版 微兆数控排钻软件 1.3官方最新版
微兆数控排钻软件 1.3官方最新版 【图表数据封装软件】ProEssentials下载V5.0汉化版
当正确使用控件real-estate时 ,Gigasoft Pie Chart(Gigasoft饼状图)具有一些我们最复杂的功能可以自动把标签尽量的靠近饼状图的片(slice)。坦率的说,没有其...
【图表数据封装软件】ProEssentials下载V5.0汉化版
当正确使用控件real-estate时 ,Gigasoft Pie Chart(Gigasoft饼状图)具有一些我们最复杂的功能可以自动把标签尽量的靠近饼状图的片(slice)。坦率的说,没有其...  【地形自然景观生成插件】Gugila.GroundWiz下载v1.50 for MAX2009_32bit 汉化版
3ds max超强地理形态生成插件,甚至可以创建有植物生长的逼真自然景观哦!
GroundWiz 是运行在 3ds Max 上的一款强大的地形自然...
【地形自然景观生成插件】Gugila.GroundWiz下载v1.50 for MAX2009_32bit 汉化版
3ds max超强地理形态生成插件,甚至可以创建有植物生长的逼真自然景观哦!
GroundWiz 是运行在 3ds Max 上的一款强大的地形自然...  【3dmax森林制作器】Forest Pack Pro for Max 9/2008/09/10/11下载V3.4.2中文版
Forest Pack Pro (专业森林制作)是 Itoo 出品的一款可以让你在短时间内做出专业的大面积树林,草丛,人群等等的插件。尤其在制...
【3dmax森林制作器】Forest Pack Pro for Max 9/2008/09/10/11下载V3.4.2中文版
Forest Pack Pro (专业森林制作)是 Itoo 出品的一款可以让你在短时间内做出专业的大面积树林,草丛,人群等等的插件。尤其在制...  【Google Earth无损压缩工具】电子地图一把抓下载V1.0中文版
本软件专用来抓取大幅面的电子地图。只要地图软件提供用鼠标拖图的功能,就能把地图抓下来。抓图的原理是用程序模拟鼠标拖图动作,然后用屏幕拷贝方式抓下...
【Google Earth无损压缩工具】电子地图一把抓下载V1.0中文版
本软件专用来抓取大幅面的电子地图。只要地图软件提供用鼠标拖图的功能,就能把地图抓下来。抓图的原理是用程序模拟鼠标拖图动作,然后用屏幕拷贝方式抓下...  【参数化建模设计软件】Itoo RailClone Pro下载v1.3中文版
建立可视化的土木工程建筑,室内设计等复杂的架构的插件。
RailClone 是以自定义几何部件为基础的参数化建模,由用户定义及构建规则的 3ds Max 插件。这...
【参数化建模设计软件】Itoo RailClone Pro下载v1.3中文版
建立可视化的土木工程建筑,室内设计等复杂的架构的插件。
RailClone 是以自定义几何部件为基础的参数化建模,由用户定义及构建规则的 3ds Max 插件。这...  QQ2017
QQ2017 微信电脑版
微信电脑版 阿里旺旺
阿里旺旺 搜狗拼音
搜狗拼音 百度拼音
百度拼音 极品五笔
极品五笔 百度杀毒
百度杀毒 360杀毒
360杀毒 360安全卫士
360安全卫士 谷歌浏览器
谷歌浏览器 360浏览器
360浏览器 搜狗浏览器
搜狗浏览器 迅雷9
迅雷9 IDM下载器
IDM下载器 维棠flv
维棠flv 微软运行库
微软运行库 Winrar压缩
Winrar压缩 驱动精灵
驱动精灵